042-989-8941
(平日:8:30~17:30)
「できない」で終わらせない。国内外から注目を集める、銅加工のフロンティア企業による専門サイト「銅板加工.com」
の旋盤加工で押さえておきたい4つのポイント|銅板加工.com")
純銅として知られるC1020(無酸素銅)。比較的削りやすい快削材の部類に入りますが、旋盤やマシニングセンタで高品質の加工を施すためには注意が必要です。本コラムでは旋盤加工に焦点を絞り、C1020の旋盤加工において必ず押さえておきたい4つのポイントについて詳しく解説していきます!
まず、銅の性質とC1020についてご説明いたします。
人類が最初に手にした金属と言われている銅。一般的にも馴染みが深い銅は、導電率や熱伝導率の高さ、良好な切削性、そして赤銅色の美しい光沢をもつことが特徴ですが、一方で変色しやすいという欠点もあります。イメージしやすいのは、古い十円玉や銅像の緑青です。鎌倉大仏やアメリカの自由の女神なども見た目は青緑色ですが、完成当初は赤銅色であったというのは有名な話ですね。
無酸素銅とよばれるC1020は、純度99.96%以上の純銅材料です。JIS規格によると、その特徴と用途例は「導電性・熱伝導性・展延性・絞り加工性に優れ、溶接性・耐食性・耐候性がよい。還元性雰囲気中で高温に加熱しても水素ぜい化を起こすおそれがない。電気用、化学工業用など。」(JISH3100)とされています。
C1020は、低温環境における熱伝導率の高さが純アルミニウムや純チタンと比較して10倍以上で、圧倒的に高い熱伝導率を誇ります。また、電気伝導率やガス放出特性なども優れているため、極低温環境下で使用される熱交換器や真空機器の部品にも多く活用されています。
C1020についてもっと知りたいという方は下記の記事もご覧ください。
>>無酸素銅とは? 特徴・メリットと他の銅素材・純銅との違いについてご紹介!
ここからは、C1020を旋盤加工するうえで必ず押さえておきたいポイントを4つご紹介します。
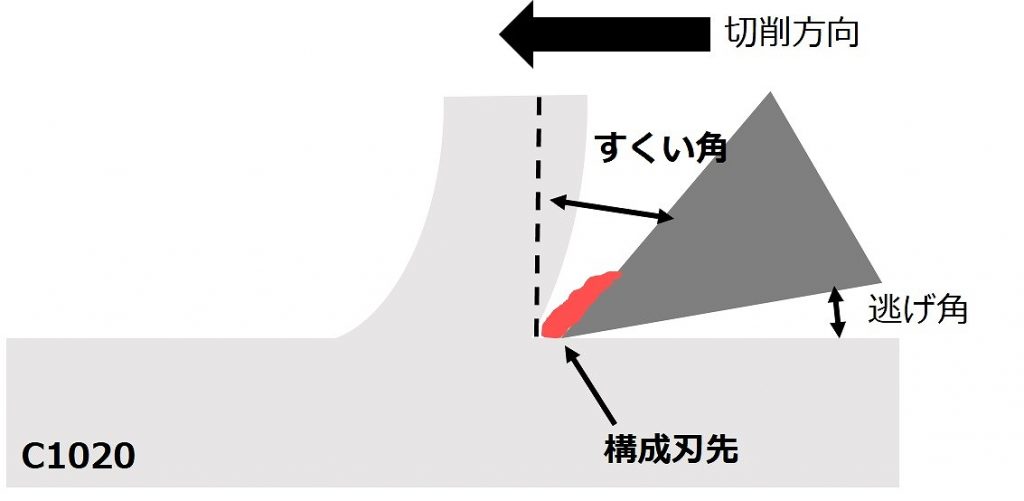
C1020を旋盤で削る(旋削する)際に一番問題となりやすいのが、「構成刃先」です。銅やアルミニウムなどの延性材料を比較的低速で切削すると、削り取られた被削材の一部がチップの刃先に溶着し、”あたかも新しく刃先が構成されたかのように”切削作用する現象のことを構成刃先と呼びます。
この状態で切削を続けると構成刃先はさらに成長しますが、切削力に耐えられずいずれ脱落します。しかしながら、切削条件が変わらない限り構成刃先は成長と脱落を繰り返すため、いわば銅で銅を削っているような状態になります。これにより、銅特有の熱伝導率の高さも影響して加工面が超高温となり、加工精度が悪化するだけでなく工具の摩耗を招きます。
この構成刃先を抑える方法としては、①すくい角を大きくする、②切り粉の排出性を改善するという2つがあります。すくい角というのは、下図の通り、被削材の面(基準面)とチップが切り粉を受け流すすくい面とのなす角のことを指し、これが大きいと刃が鋭利になり切れ味が上がります。ただ、剛性が下がり欠けやすくなるので要注意です。また、切り粉の排出性を良くするためには充分な量のクーラントを使用する必要があります。
切削中、被削材のC1020は非常に高温になるため、反りが発生することがあります。特に旋盤の場合は、マシニング加工と異なり被削材が回転しているため、遠心力がかかってワークが膨張してしまい、反りがより顕著に現れます。これについては、被削材の回転速度を調整することである程度抑制することができます。
純銅は空気中に晒されていると大変腐食しやすいため、適切なクーラントを使用する必要があります。基本的には油性のクーラントを使うことを推奨いたします。もし水溶性のクーラントを使用する場合は、事前に洗浄して腐食しにくくする必要があります。
粗加工が終わった直後のC1020は非常に高温になっています。そのため、そのまま仕上げ加工に移行してしまうと前述の構成刃先が出やすくなり、加工精度が落ちていしまいます。したがって、一度ワークを外して温度を下げたうえで仕上げ加工に移るのがベストです。
以上、C1020を旋盤加工する際に押さえておきたいポイントを4つご紹介しました。いずれも、本当は銅の長所である「熱伝導率の高さ」が、逆に精密な加工を難しくしているということが言えます。
銅板加工.comを運営する株式会社アイジェクトは、C1020やC1100、アルミなどの金属材料に1/1000台の高精度加工を数多く行ってきた実績がございます。また、マシニング加工や旋盤加工はもちろん、板金加工、ガンドリル加工など様々な加工法に対応しており、医療・半導体をはじめ航空宇宙業界など幅広い業界のお客様にご支持いただいております。
当サイトを運営する株式会社アイジェクト代表取締役の戸口が、動画で銅の旋盤加工におけるポイントについて分かりやすく解説しております。
ぜひご覧ください!
続いて、銅板加工.comが実際に行ったC1020(無酸素銅)の加工事例をご紹介します。
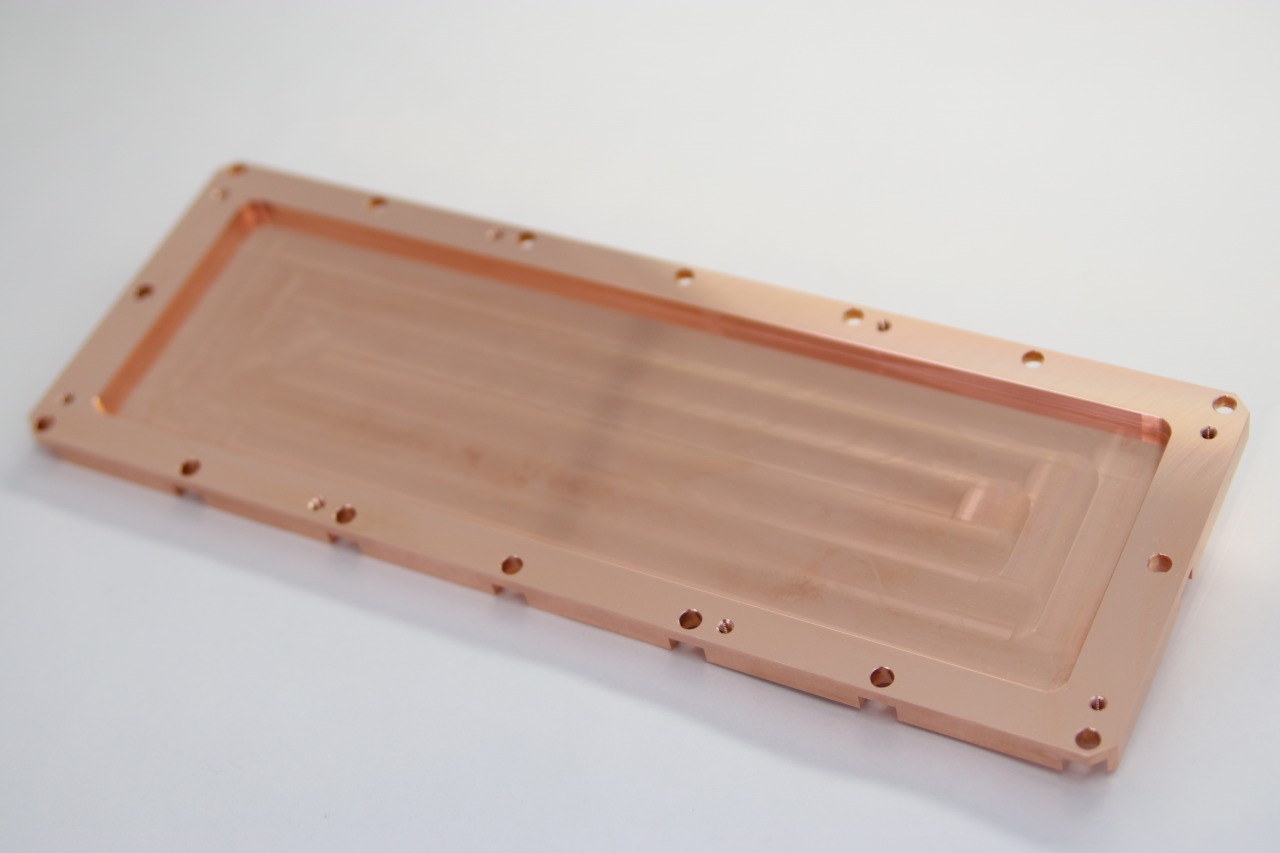
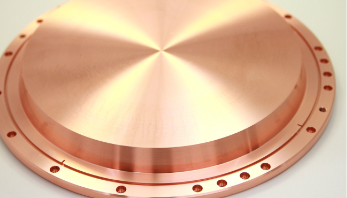
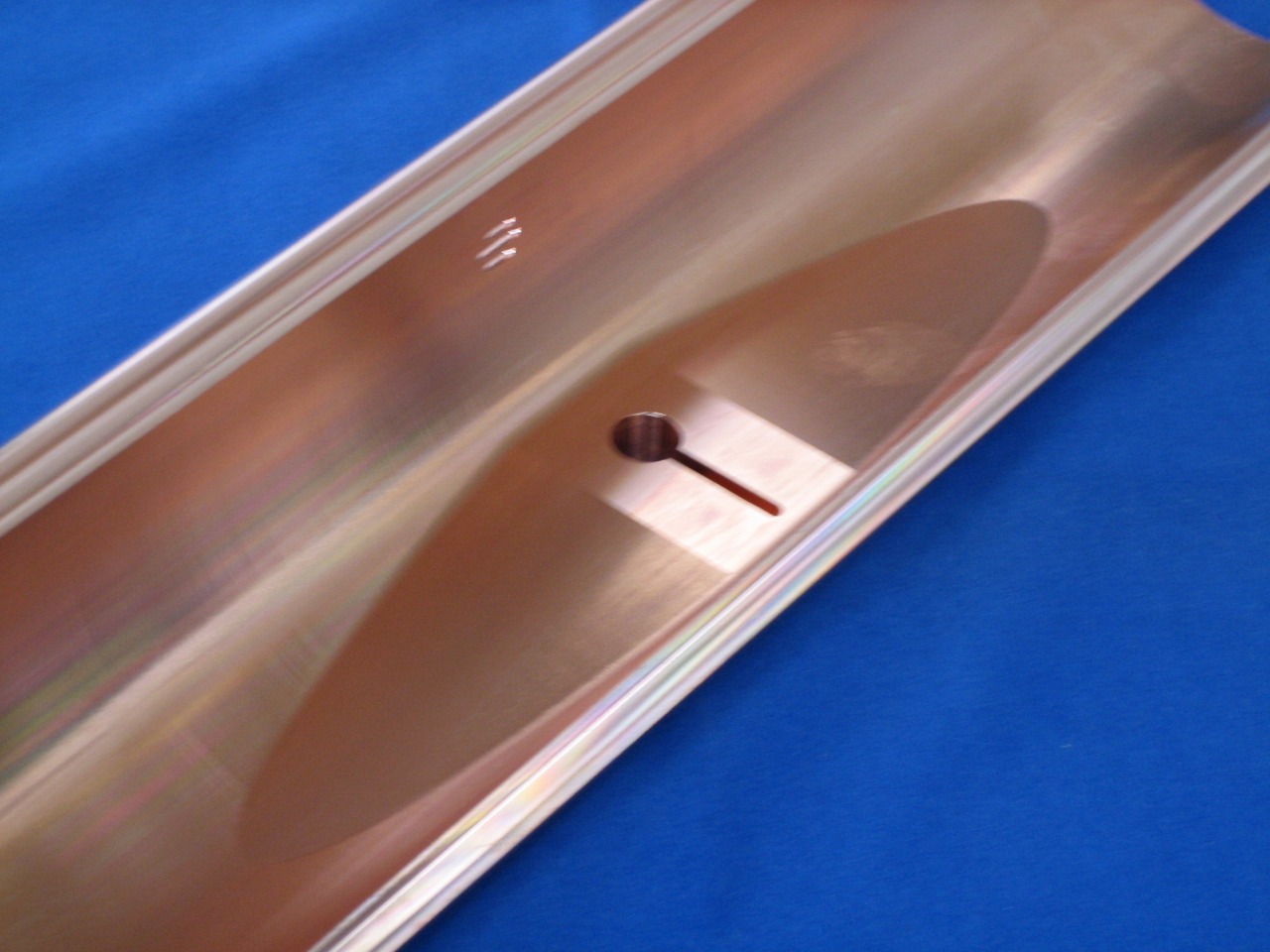
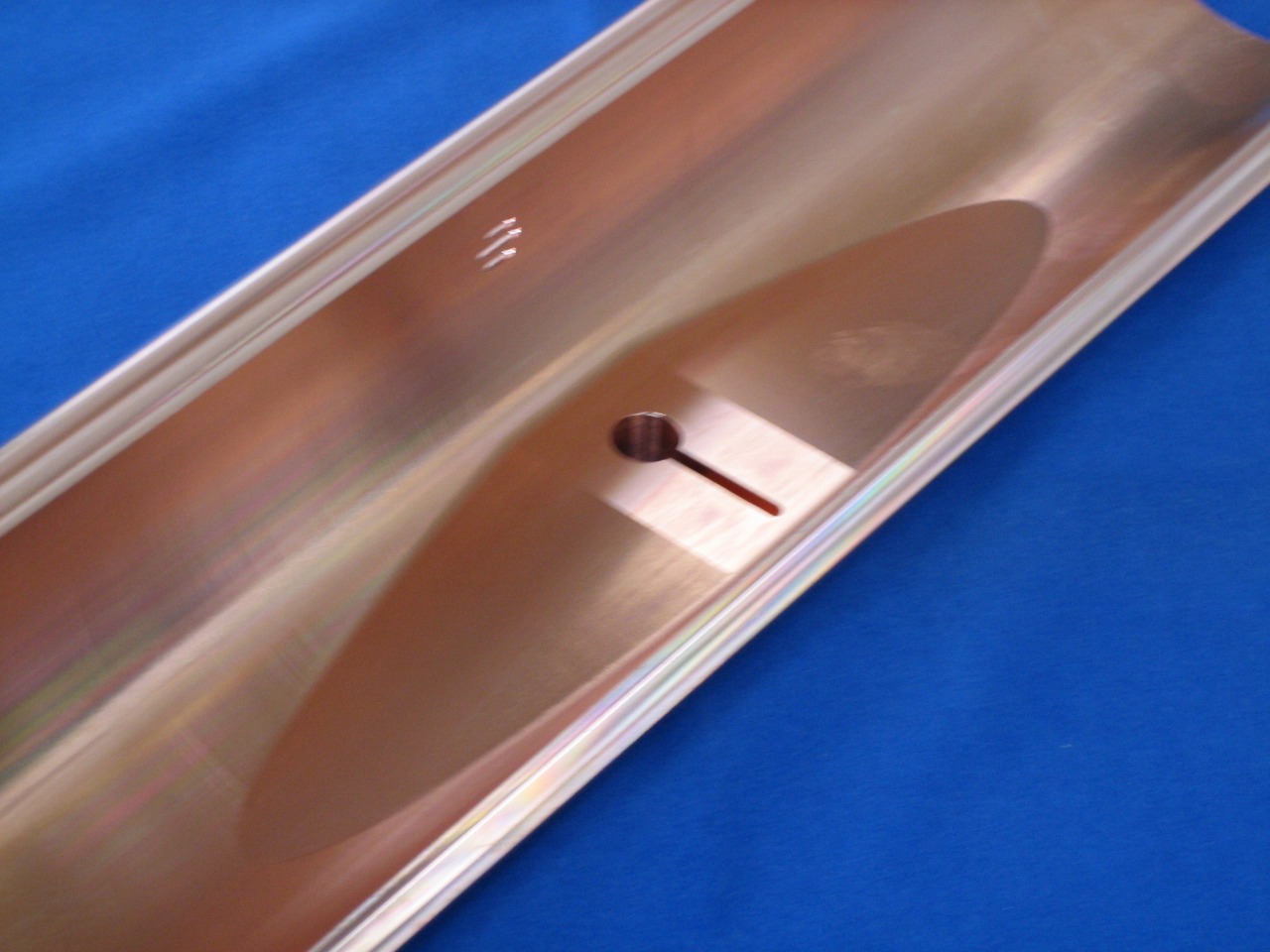
こちらは、クライオスタットに用いられるシールド部品です。パイプ形状の部品ですが、無酸素銅(C1020)板でロール巻加工を行い、パイプとフランジを合わせて加工いたしました。
また、ろう付け作業後に内外径を#400バフ研磨で仕上げ加工を実施いたしました。
の旋盤加工で押さえておきたい4つのポイント|銅板加工.com")
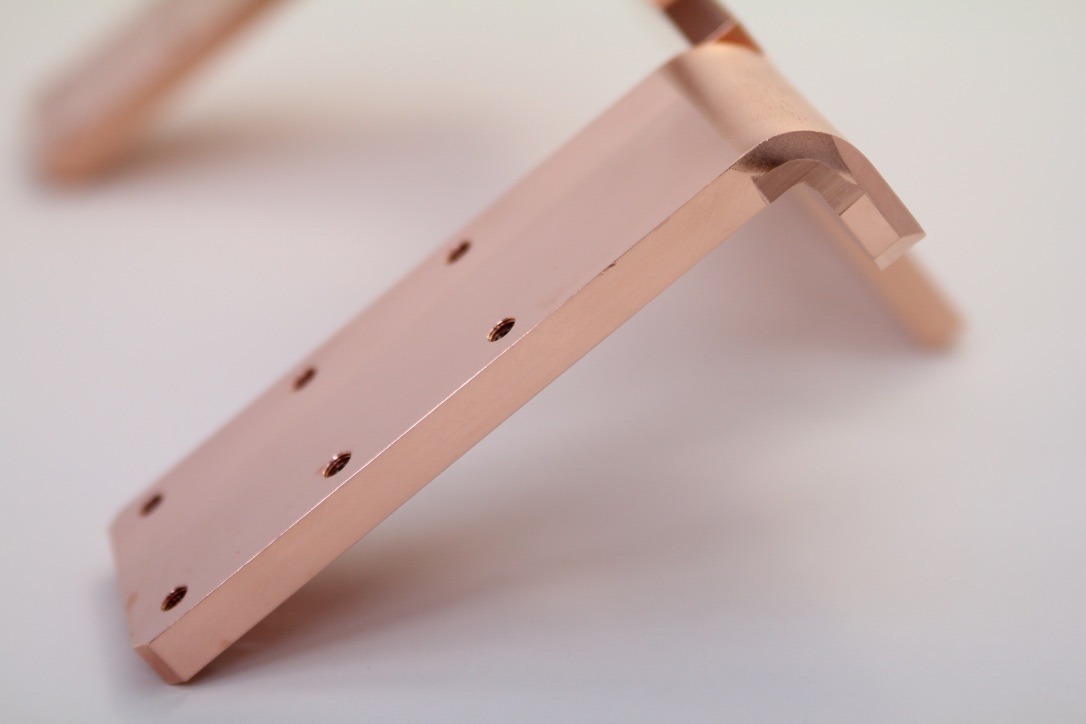
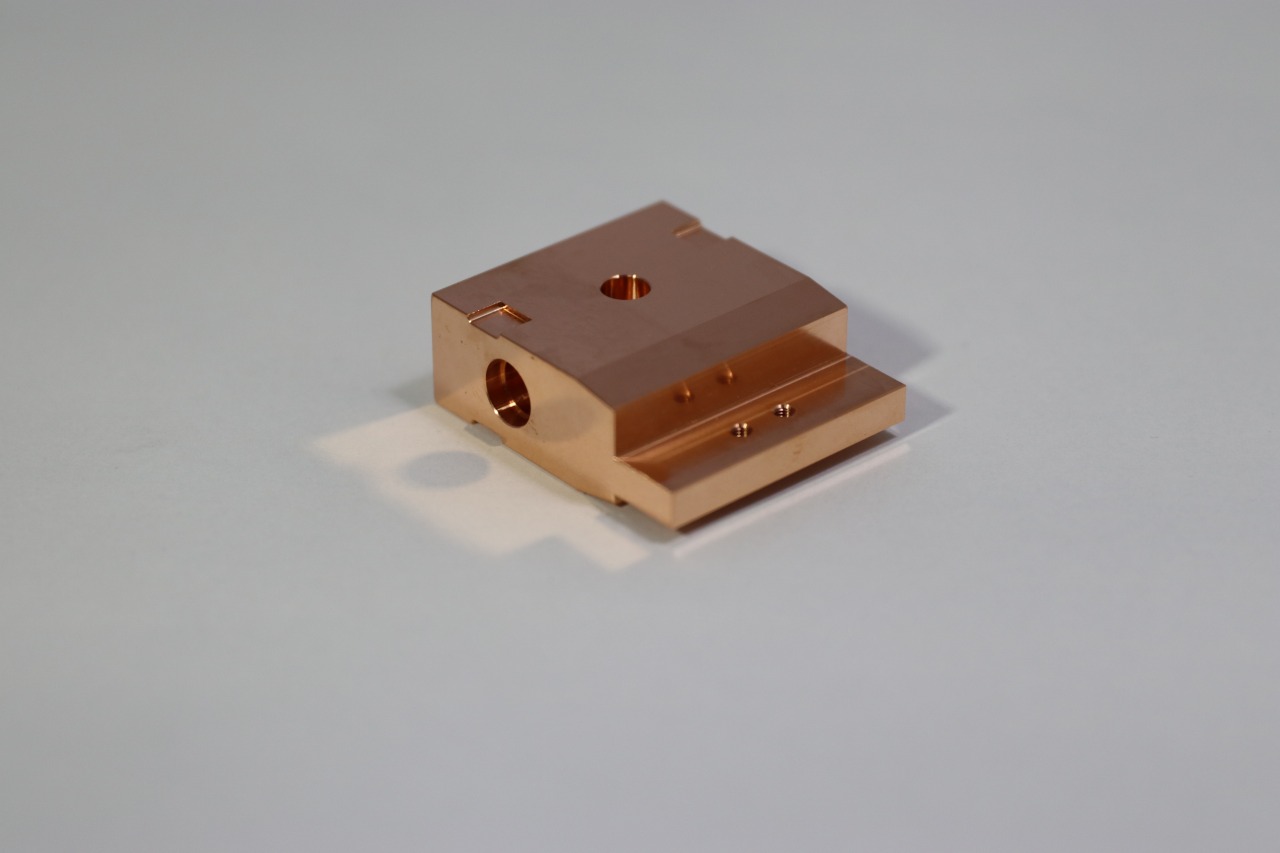
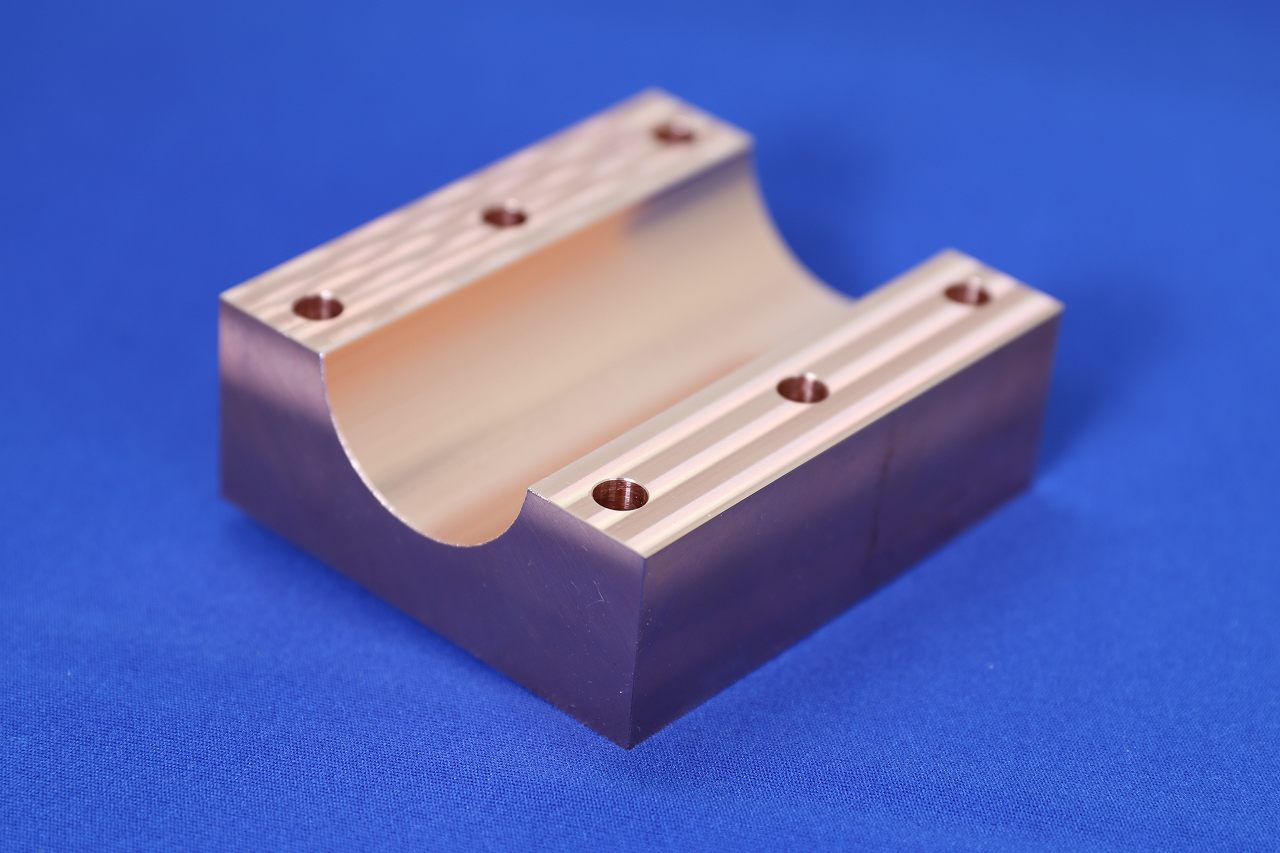
こちらは、成膜装置向けのバッキングプレートです。材質はC1020(無酸素銅)で、加工難易度も高い銅板プレートとなっています。
こちらのバッキングプレートは、銅板加工.comの複合NC旋盤にて全周切削加工から、端面加工、周囲の穴開け加工まで、プログラムによってワンストップで加工を行っております。そのため穴の位置精度も高く、形状精度の高いバッキングプレートの製造を可能にいたしました。
銅板加工.comでは、銅の加工を中心に、精密部品加工のフロンティア企業が様々な技術提案を行っています。また、銅素材に関するご相談や図面段階からの設計提案も至っております。
無酸素銅の加工のことでお困りの方は銅板加工.comまでお問い合わせください!
2022.04.06
ブスバー・バスバーとは? 加工における2つのポイントについて解説

2022.01.25
C1020(無酸素銅)の旋盤加工で押さえておきたい4つのポイントについて解説
2022.01.25
C1020とC1011の違いとは? 純銅加工のプロが解説
2021.11.19
無酸素銅の加工における5つのポイント 銅加工のプロフェッショナルが徹底解説!
2021.11.19
無酸素銅の加工性は良いの? 無酸素銅の特徴や加工事例についてもご紹介!

2021.11.18
銅の穴あけ加工が難しい理由とは? 2つの対策方法についても解説
2021.09.04
銅の分類と7つの特徴をご紹介! ~有名な特徴から意外なものまで~
2021.09.04
無酸素銅とは? 特徴・メリットと他の銅素材・純銅との違いについてご紹介!

2021.09.04
銅加工において選ばれる4つの加工方法とそれぞれの特徴|実際の加工事例もご紹介!
2021.09.04
鏡面仕上げの2つの種類とは? それぞれのメリット・違いについて詳しく解説
2021.09.04
タフピッチ銅(C1100)の特徴・用途と使用上の注意点について詳しく解説